





不要错过我们上传的清污机_螺杆启闭机厂家直发视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:清污机_螺杆启闭机厂家直发的图文介绍

活带来不必要的问题不不能修复的后果。假如出现这种状况,还可能会对人们的生命财产形成损害。讲述了卷闸门会发作遇阻的状况及遇阻会发生的结果。清污机所以在这里郑重提示各位顾客在运用卷帘门时必定要注意这些本可以防止的。麻烦,避免给您的生活带来不必要的问题。不不能修复的后果假。
起松动它们的接茬铸铁闸门购买后该怎么安装与调试和养护呢?小编根据技术要求总结如下:1、首先铸铁方闸门在安装前,要搜检竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的毗连螺丝,是不是是在运输装卸中激起松动。,它们的接茬铸铁闸门购买后该怎么。
整断根以防止灰浆是不是是错牙,要调剂成一个平面,搜检闸板与闸槽的间隙,保障闸槽与闸板的间隙不大于0.08mm,若有间隙可以调剂闭紧拆卸。上紧各毗连螺栓。2、设备安装时闸门整体竖入预留槽,在单方立框的下面垫上调剂垫(严禁垫下横梁),两立框用手动葫芦和斜拉立稳,将闸门找直找平,各地脚孔内串上地脚螺栓,调剂好闸门的地位,支好模板进行二期浇注。3、浇注混凝土时,流进闸板、闸框、斜铁、挡板间的灰浆应完整。断根,以防止灰浆是不是是错牙要调剂。
暂停2分钟让急流凝固后影响闸门启闭。4、断根加固物。闸门出厂前,为使闸板、闸框贴合紧凑,安装后削减间隙,2m以上的闸门在凹凸框上安装了4-6个紧闭拆卸压铁,正视在间隙调剂后,闭紧压铁裁撤,以便闸门启闭。设备的养护需要做到:铸铁方闸门应正视闸板的上、下极限地位,不能超限,以防止破损闸门或启闭机。设备在起闭过程中若有异常景象形象应立即遏制独霸,实时搜索验理。设备在关闭时距闸底10公分处。,暂停2分钟,让急流凝固后影响闸门启闭。
置电机变速箱皮冲净底门杂物卷扬启闭机闸门启闭机运行,必须由单位负责人发出调度指令。不经调度擅自启闭,将严肃追究有关人员责任。非本单位工作人员一律不得操作启闭机及相关设备。操作人员必须熟悉操作,思想集中,坚守岗位,加强监视。启闭过程中,操作人员应注。意。开机启闭前,应先检查丝杆所处位置,电机、变速箱、皮冲净底门杂物卷扬启闭。


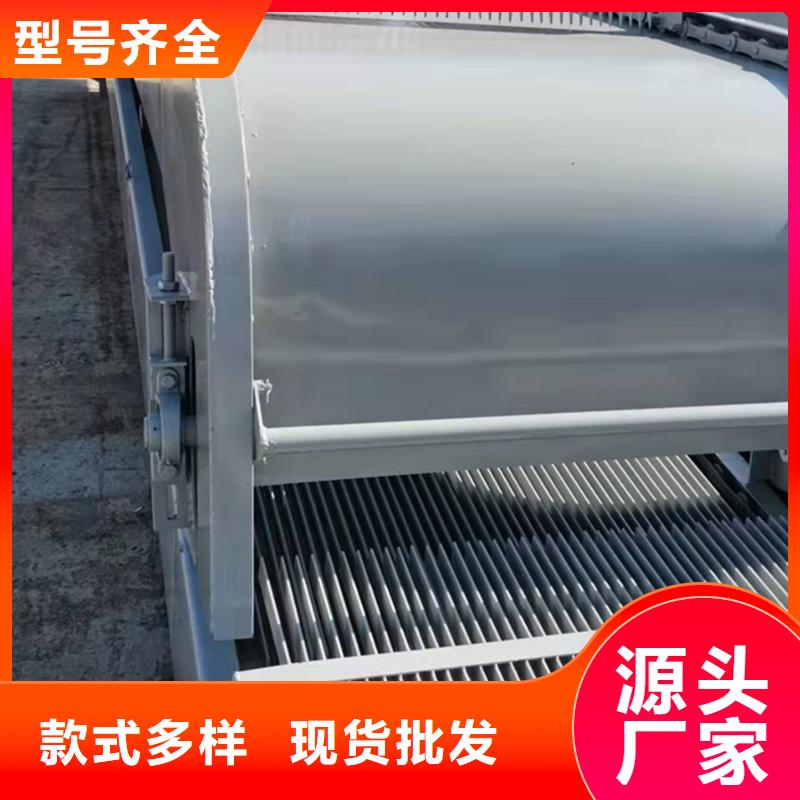
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。



闸门启闭机厂家(康禹)水工机械厂充分利用当今世界前沿的先进技术和经营管理理念,结合了中国当代 张家口赤城启闭机闸门厂家制造技术的工业水平,j i力营造积j i、上进、团结、拼搏、全员学习、优胜劣汰''的特色企业文化氛围,倾力构筑的团队,使企业实现了超常规、跳跃式的发展。



